- 新闻中心
- 联系我们
服务热线:137-1377-7936
座机号码:137-1377-7936
大客户专线:137-1377-7936
联系人:姜小姐
邮箱:lt091@litai7.com
地址:东莞市塘厦镇鹿苑路109号天伦科技园第E栋
车削加工超硬材料
本文由明辉刀具发布于:2019-04-15 转载请出自原文
随着制造业的不断发展,世界机床制造厂家一直在寻求用新技术来降低加工零件和成品的生产成本,使得超硬切削成为当前各制造商关注的新型加工工艺。预期在不久的将来,超硬切削技术将会发展得更加成熟,并被人们广泛使用。
超硬车削技术
超硬车削被定义为对HRC 45以上高硬材质工件单点切削的加工过程。通常工件材质硬度可达到HRC 58~68的范围,切削刀具材质基本上选用CBN(立方氮化硼)。
超硬车削技术为那些不要求极高精 密磨削的加工制造提供了一个新的选择。当然,对某些极高精 密要求的工件、容易变形的工件和特殊要求的工件,磨削工艺还是比较适合的选择。虽然目前超硬车削还不能完全取代极高精 密磨削,但已能取代相当一部分的精密磨削,从而降低了磨削制造过程中昂贵的生产成本。目前,超硬切削的工件表面粗糙度一般可达Ra0.2~Ra0.4,圆度可达0.0005mm,尺寸精度可控制在0.003mm以内。经过切削比较发现,超硬车削加工工艺比一般磨削加工工艺的生产效率要高4~6倍。

从图1可以清楚地看到,在不使用切削液冷却的情况下切削一个HRC 62的坚硬零件,会产生很多的热量。一般超硬切削时,切削点区域内的温度可高达926℃。事实上,局部高温热化可以帮助切削过程的完成,刀具切削点的高热预先对工件的切削层产生退火和软化效应,使得工件比较容易切削。在这一切削过程中,绝大部分的热是由切屑剥离而产生的。为了求得精美的表面加工质量,在最后一道切削时,应尽可能减少切削深度,一般控制在0.25 mm以内。
当前超硬车削已被广泛应用在汽车零部件制造中。上海汽车齿轮总厂已非常成功地将这一技术运用于大批量生产当中,他们将3、4、5档结合齿轮渗碳淬火后以车代磨,进行成品的最终精密加工,以达到零件设计的公差和表面粗糙度要求。被加工工件的表面粗糙度可达Ra0.2~Ra0.4,圆度可达0.0005 mm,0.003 mm的公差带,Cpk值可达1.67。
连续加工的稳定性
对超硬材料进行车削的一个重要标志就是保证连续加工的稳定性。这与机床的整体动态刚性、切削刀具、工件的热处理状态有关。
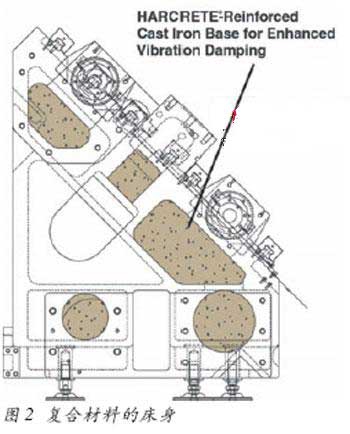
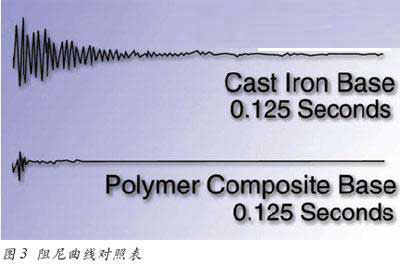
采用聚合物(人造大理石)对床身各主要部位进行充填,增加其阻尼系数(一般为铸铁床身的8倍),同时结合使用线性滚动导轨,将会对超硬材料车削过程产生巨大的影响,大大降低因切削引起的振动,加大快速回归静态刚性的时间(见图2、图3)。测试结果表明,机床的改进有效地抑制了由机床振动带来的刀具崩刃,延长了刀具的使用寿命,大幅度提高了被加工工件的精度,缩小了公差带的离散度,提高了工件表面质量。
另一项重要影响因素是机床各移动轴整合的性能和精度,包括机床的准确度、几何精度、电控功能、误差补偿以及一般调整和热变形效应。这是因为工件的最后一道加工成果完全是由机床的性能和精度来决定的。
通常在粗车时选用陶瓷刀,切削深度大于0.25mm;在精车时选用CBN刀,切削深度小于0.25mm。
要使超硬材料的车削取得理想的效果,还需控制被加工件的热处理状态,一般淬火硬度变化要求小于HRC两个点之间。如果工件是渗碳件,还要保证渗碳层深度的一致性,一般应将深度控制在0.8~1.2mm以内。
超硬材料车削的优点
与磨削工艺相比较,超硬材料的车削具有以下优点:
1、在一台车床上既可以进行“软切削”,又可以进行超硬切削,一台机床相当于两台机床使用,既节省了厂房空间,又降低了购买机床的资本投入;
2、超硬车削的切削效率是磨削的4~6倍;
3、在超硬车削过程中,可利用车刀单点切削的特点加工复杂形状的工件,而磨床只能用成形砂轮进行磨削;
4、一次设定可完成多项切削工序,节省了工件的搬运和重新装置的时间,减少工件损伤;
5、超硬车削可轻易达到Ra0.2~Ra0.4的表面粗糙度;
6、超硬车削的车床能适应不同规格的工件。尤其在模具行业,可满足不同批量和复杂工件的加工;
7、超硬车削的切屑较磨屑容易处理,符合环保要求;
8、刀具库存成本较低。
结论
超硬车削是一项切实可行的技术,能提供良好的经济效益和较佳的工件品质,特别是在高动态刚性的机床上产生的经济效益更为明显。超硬车削过程和一般车削过程没有太大的区别,绝大部分生产厂家都能引进这一新技术,并应用于实际生产当中。
展望未来,随着切削工艺和机床性能的不断改进,超硬车削这项新技术将逐步趋于完好,必将得到更加广泛的应用。

